首页
企业简介
产品中心
营销网络
资讯中心
资料下载
联系我们
+ 搓丝板/牙板
- 机械牙
- 自攻牙
- 特殊牙板
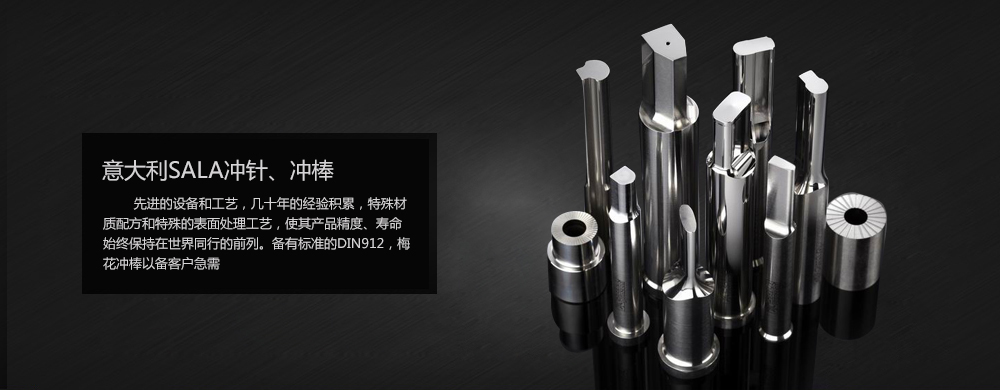
+ 冲针、冲棒
- 冲针、冲棒
+ 意大利模具
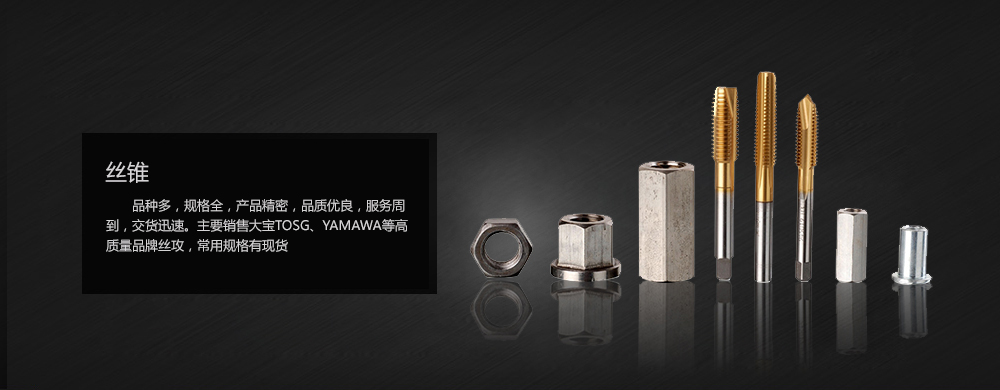
+ 丝锥
- 直槽丝攻
- 先端丝攻
- 螺旋丝攻
- 挤压丝攻
- 螺帽丝攻
- 管用丝攻
+ 滚丝轮
- 滚丝轮
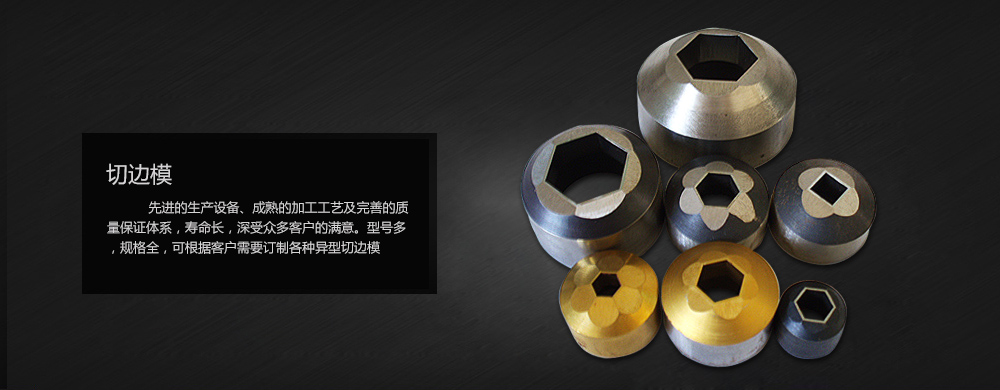
+ 切边模
- 切边摸
+ 冲头
产品搜索:
对不起!还没有发布相关信息!
佛山市侨意金五金有限公司 电话:0757-85916301 传真:0757-88719207
Copyright © 2013 www.qiaoyigd.com All Right Sresernde