|
 牙板基本知识及常遇到的调机问题解答 牙板基本知识及常遇到的调机问题解答 |
2014/3/10 |
| 一、牙板基本知识 ○1入料区:即在调机过程中,光钉进料到压紧的部分,为了便于入料,常常在入料区、整形区刻上防滑齿; ○2整形区:即光钉在经过入料区后,光钉挤紧整形的部分; ○3成型区:即光钉经过入料区、整形区后,光钉根据牙板的牙沟、牙锋、尖尾角度挤压成螺丝的部分; ○4出料区:螺丝成型后出料的部分; ○5背角、仰角:是尖尾牙板中切料,尖嘴成型的部分。背角大小是控制尖部入料多少的关键,背角… |
|
 |
| 2015第十六届立嘉国际机械展暨紧固件、弹簧及设备展览会 |
2015/3/24 |
| 2015第十六届立嘉国际机械展暨紧固件、弹簧及设备展览会2015年5月27-30日 重庆国际博览中心(两江新区) 主办单位:重庆市立嘉会议展览有限公司联合主办:重庆市紧固件行业协会 重庆市模具工业协会重庆热处理行业协会 四川省国防科技工业协会成都市模具工业协会 成都市钣金行业协会四川兵工热处理材料专委会 德阳市工商业联合会机械同业商会武汉•中国光谷激光行业协会协办单位:浙江省紧固件行业协会 温… |
|
|
| 2015上海紧固件专业展 |
2015/3/24 |
| 2015上海紧固件专业展
日 期:
2015年06月25日 - 2015年06月27日
展览馆:
上海浦东世博展览馆
联络人:
刘玉萱(小姐)
联系电话:
86-021-5186 3123
展会名称:2015上海紧固件专业展暨第六届上海汽车紧固件、冲压件、车床件展展览时间:2015年06月25日-27日展馆… |
|
|
| 什么是搓丝?怎样才能最大限度地提高模具寿命? |
2015/1/22 |
| 什么是搓丝?我怎样才能最大限度地提高模具寿命?1. 搓丝是超过了工件材料的屈服点和螺纹滚流进料采取的形式在线程镜像卷的一个在一个有螺纹成型模具工件。 2. 搓丝是在室温下进行。 3. 搓丝是一种芯片少滚动操作。 4. 搓丝滚动通常是运行速度的3倍左右切割的。 5. 最低实际轧制速度为每分钟100英尺的表面或表面每分钟31米。较低的表面速度可能会产生螺纹部分,但推出的生活一定会非常差(原因是物质不会… |
|
|
| 英制惠氏螺纹和美制统一制螺纹介绍 |
2014/8/26 |
| 英制惠氏螺纹和美制统一制螺纹介绍
英制惠氏螺纹,55°牙形角,粗牙(BSW)、细牙(BSF),表示方法由外径、每英寸牙数、螺纹代号组成,如1/4-20BSW,如果是左旋,则在后面加LH;此外美国统一制螺纹(60°牙形角)在各螺纹领域使用中占不少份额,在机械设计和制图中应该注意标出螺纹代号,美制螺纹1/4UNC每英寸也是20牙;总之标出的螺纹越详细越好,这样有助于识别螺纹用途之目的,以防混淆。… |
|
|
| 意大利sala牙板牙纹牙距之公差(ISO-ANSI Profiles) |
2014/5/6 |
| Profiles’ tables
Table: ISO-ANSI Profiles
PITCH
H
h
Rn Min
Rn Max
he
xe
Re Min
0,25
0,216
0,153
0,031
0,036
0,072
0,027
0,027
0,3
0,259
0,184
0,037
0,043
0,097
… |
|
|
| 搓丝板国产机型规格表 |
2014/3/31 |
|
|
| 搓丝板安装说明 |
2014/3/28 |
| 初步的操作说明查核如下1)主滑台必须稳定不可有太多的晃动,放置一块长铁板于主滑台和牙板座之间用手使劲的撬动,使用比较测定机来测定晃动。晃动距离不可大于0.004",在主滑台的两瑞重复施作这一个动作,并在主滑台多点行距中重复的用手使劲的撬动。2)两个牙板座必须要干净不可有毛边及金属屑片。3)如需要使用垫片时、也必须绝对干净不可有毛边。4)当IMU的牙板放置于辗牙机中时,有刻字的部份必须同时向上或向下… |
|
|
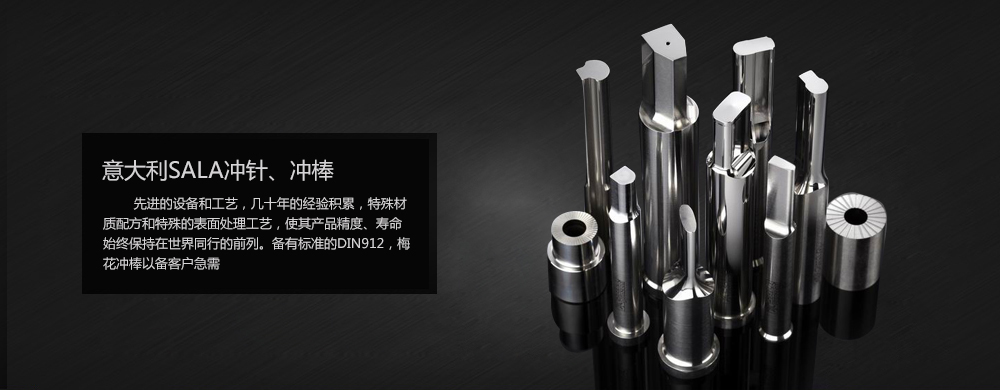
| 冲棒介绍 |
2014/3/21 |
| 1冲棒概述冲棒为冷镦模具中的重要配件,根据工作时所处的位置可分为前冲棒和后冲棒;根据冲棒的作用又可以分为:整形冲棒、定位冲棒、引孔冲棒、成型冲棒、拉伸冲棒、开槽冲棒、打孔冲棒等;根据形状可以分为:圆冲棒、四角冲棒、五角冲棒、六角冲棒、八角冲棒、十二角冲棒、梅花冲棒、子母冲棒、星型冲棒等异型冲棒。2冲棒材质冲棒的材料选择以高速钢为主,常用的材料有日本的 SKH9、SKH55、SKH59美国的M2、M… |
|
|
| 模具的几种修复方法 |
2014/3/21 |
| 修理模具更应慎重,没有十分把握不可轻举妄动。其原因是一旦变更了模具条件,就不能再作大的改造和恢复原状。因此,对模具的修复也是必要的。修复模具的方法很多,如电火花工艺、氩弧焊修复、激光堆焊技术、电刷镀方法。 氩弧焊修复 利用连续送进的焊丝与工件之间燃烧的电弧作热源,由焊炬喷嘴喷出的气体保护电弧来进行焊接的。目前氩弧焊是常用的方法,可适用于大部分主要金属,包括碳钢、合金钢。溶化极惰性气体保护焊适用… |
|
|
| 搓丝板决定了螺丝的质量 |
2014/3/21 |
| 在我们的生活中五金零件是一种必不可少的物品,尤其螺丝更是在很多的地方都有着广泛的使用,只要有安装的地方就会使用得到螺丝。生产螺丝需要使用到搓丝板,在各种机械设备上螺丝的地位更是重要,因为螺丝是连接各个部件的主要零件,要是没有螺丝的连接和固定,那么我们所看到的机械都将不能够正常使用。我们在日常生活中应该都知道螺丝的重要性,螺丝的使用范围之广小到手机上的螺丝,而大的缺是用到了飞机轮船之上,火箭之上也是… |
|
|
| 使用不当容易崩坏搓丝板 |
2014/3/21 |
| 螺栓是当前比较常见的一个紧固件,被人们使用到各个领域当中。如果没有螺栓的存在,整个社会将变成另外一个样子。在螺栓的身上,人们会看到一层密密的螺纹。这个螺纹对于紧固的作用非常明显,能起到加强作用。目前,螺栓上的螺纹就是通过搓丝板进行生产,并且形成紧固功效。搓丝板的作用虽然明显,但是在实际的操作当中,人们容易出现操作失误等现象,给搓丝板带来极大的损伤。搓丝板的损伤最终就会影响螺栓的品质。目前,人们比较… |
|
|